轴流式压缩机结构及工作原理
轴流式压缩机与离心式压缩机都属于速度型压缩机均称为透平式压缩机;速度型压缩机的含义是指它们的工作原理都是依赖叶片对气体做功,并先使气体的流动速度得以极大提高,然后再将动能转变为压力能。
与离心式压缩机相比,由于气体在压缩机中的流动,不是沿半径方向,而是沿轴向,所以轴流式压缩机的最大特点在于:单位面积的气体通流能力大,在相同加工气体量的前提条件下,径向尺寸小,特别适用于要求大流量的场合。
另外,轴流式压缩机还具有结构简单、运行维护方便等优点。但叶片型线复杂,制造工艺要求高,以及稳定工况区较窄、在定转速下流量调节范围小等方面则是明显不及离心式压缩机。
window.DATA.videoArr.push({"title":"3D动画演示轴流压缩机工作原理","vid":"z1322erh75m","img":"http://puui.qpic.cn/vpic/0/z1322erh75m.png/0","desc":""}) 轴流压缩机工作原理 的三维动画
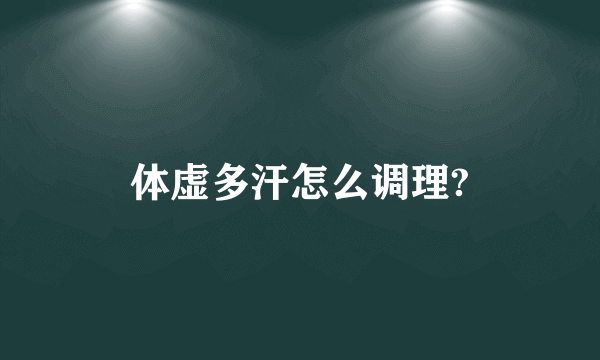
某催化裂化主风机为轴流式压缩机,生产厂家为陕西鼓风机有限公司,采用瑞士苏尔寿技术,型号为AV56-11,相关技术参数见下表:
该风机为2000年装置扩容改造时投用的,与其配套使用的还有烟气轮机、电动机及增速箱,结构型式为:下进气\下排气,两端支撑,水平剖分结构;AV56-11中AV表示静叶可调节轴流式压缩机,56表示轮直径为56cm,11表示有11级。
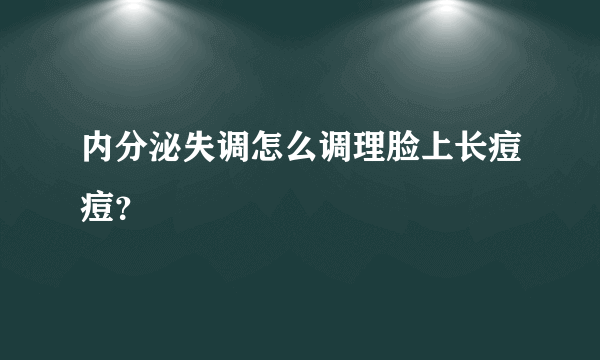
下图为AV系列轴流压缩机的结构示意图:
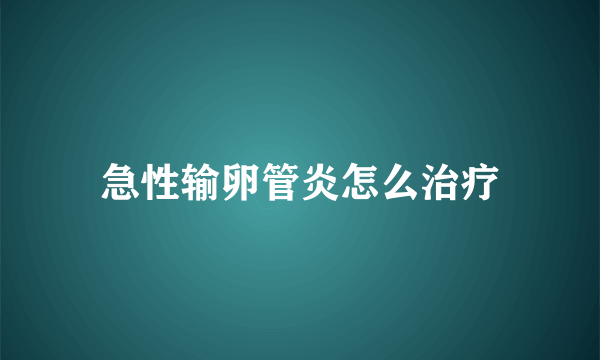
window.DATA.videoArr.push({"title":"陕鼓集团自主研制全球最大AV140轴流压缩机组试车成功","vid":"w3146o0dy0x","img":"http://inews.gtimg.com/newsapp_ls/0/12400173883_640480/0","desc":"一套拥有自主知识产权、全球最大的AV140轴流压缩机组近日在陕鼓集团试车成功,该机组整机总长度为11.5米,宽5.7米,高4.5米,总重400多吨,各项性能指标代表了目前全球工业压缩机领域的新高度,达到国际先进水平。该机组的研制成功,打破了国外在这一领域的技术垄断,填补了国内空白。"}) 国产自研全球最大AV140轴流压缩机组试车成功
1.机壳
轴流压缩机的机壳设计成水平剖分,由铸铁(钢)浇铸而成,具有刚性好,不易变形,吸收噪音和减振的特点,进、排气法兰垂直向下,中分面用螺栓拧紧,将上下两半联接成一个刚性很强的整体。
机壳分四点支撑在底座上,四个支撑点设置在下机壳两侧靠近中分面处,是机组的支撑具有良好的稳定性。四个支撑点中有两个为固定点,另外两个为滑动点,机壳下部沿轴向还设有两个导向键,用于机组运行时受热膨胀。
对大型机组,滑动支撑点采用摆动式支架支撑,采用特殊材料使热膨胀量很小,减少机组中心高度的变化。另外,设置中间支撑,提高机组刚度。
2.静叶承缸
静叶承缸是压缩机可调静叶片的支撑缸,设计成水平剖分式,中分面用螺栓联接成一个内空为较小锥度的筒体,与转子一起组成一个通道,该通道的几何尺寸是经气动设计来确定,是压缩机结构设计的核心内容。
和静叶承缸进气端相匹配的是进口圈,和其排气端相匹配的扩压器,它们分别与机壳,密封套组成进气端的收敛通道和排气端的扩印通道,这两个通道和转子与静叶承缸组成的通道合在一起,从而组成一个完整的轴流式压缩机气流通道。
静叶承缸的缸体由球墨铸铁浇铸而成,经过精密加工。两端分别支撑在机壳上,靠排气侧一端为滑动支撑,靠进气侧一端为固定支撑。
静叶承缸上装有各级可转动的导叶和每个导叶各自动静叶轴承,曲柄,滑块等。静叶轴承是一种球墨轴承,具有良好自润滑作用,其寿命在25年以上,安全可靠。静叶叶柄上装有硅树脂密封环,防止气体泄漏和灰尘进入。在承缸的排气端外圆和机壳支撑处设有填充密封条,防止泄漏。
3.调节缸和静叶调节机构
调节缸由钢板焊接而成,水平剖分式,中分面用螺栓联接,具有较高的刚性。分四点支撑在机壳内部,四个支撑轴承采用的是无润滑的“Du”金属制作,一侧的两个点为半封闭式,允许轴向运动;另一侧的两个点为开发式,允许轴向和径向热膨胀,在调节缸内部装有各级静叶导向环。
静叶调节机构由伺服马达、连接板、调节缸和叶片承缸共同组成,其作用在于调节压缩机各级静叶角度,满足变工况运行。两个伺服马达装在压缩机两侧,通过连接板和调节缸相联。伺服马达和动力油站、油管路、一套自动控制仪表等组成调节静叶角度的液压伺服机构。当动力油站130bar的高压油作用后,推动伺服马达活塞动作,由连接板带动调节缸做同步轴向运动,滑块则通过曲柄带动静叶产生转动,从而实现调节静叶角度的目的。
从气动设计要求可知,压缩机每级静叶角度的调节量是不同的,一般从首级到末级调节量依次递减,这一点通过选择曲柄的长度即可实现,即从首级到末级的长度依次递增。
调节缸由于放在机壳和叶片承缸之间,因此也称为“中缸”,而机壳和叶片承缸又分别称为“外缸”和“内缸”。这种三层缸结构大大地减少了机组由于热膨胀而造成的变形以及应力的集中,同时也使调节机构避免了灰尘的侵害和由外部原因引起的机械破坏。
4.转子和叶片
转子由主轴、各级动叶、隔叶块、叶片锁紧组、蜜蜂片等组成。转子为等内径结构,便于加工。
主轴由高合金钢锻造而成。主轴材料的化学成份需经严格的化验分析,性能指标通过试块进行检验,粗加工后还要进行热跑试验,验证其热稳定性并消除一部分残余应力。以上指标合格后,才能投入精加工,精加工完在两端轴颈处要做着色检验或磁粉探伤,不允许出现裂纹。
动叶片和静叶片由不锈钢锻件坯料精加工而成,原材料需进行化学成份、机械性能、非金属夹渣和裂纹检验。叶片抛光后进行湿式喷砂处理,增强表面抗疲劳强度。成型叶片要进行测频,必要时还要修频。
各级动叶片沿圆周方向装在转 的纵树型叶根槽内,两个叶片之间用隔叶块定位,每级最后安装的两个动叶片之间用锁紧隔叶块定位并锁紧。
在轮两端加工有两个平衡盘,很容易在两个平面内配重进行动平衡。该平衡盘又和密封套一起组成平衡活塞,通过平衡管道发挥作用,平衡掉一部分气动产生的轴向力,减轻止推轴承的负荷,使轴承处在更加安全的环境。
5.密封套
在压缩机的进气侧和排气侧分别设有轴端密封套,与转子相应部位装嵌的密封片组成迷宫密封,防止气体外泄内渗。为了便于安装的检修,通过密封套外圆上的调整块来进行调整。
6.轴承箱
轴承箱内设径向轴承和止推轴承,润滑轴承的油由轴承箱集油回流到油箱。常常箱底部装有导向装置(一体式的时候),和底座配合,使机组对中和沿轴向热胀。对于分体式轴承箱,在侧面底装有三个导向键,以利箱体受热膨胀。靠机壳一侧和机壳相配也装有一个轴向导向键。在轴承箱上设有轴承测温、转子测振、测轴位移等监控装置。
7.轴承
转子轴向推力大部分由平衡盘承受,剩余20~40kN左右的轴向推力,由止推轴承承受。推力瓦块可以根据承载的大小自动调位,以保证每个瓦块上的负荷均匀分布,推力瓦块是由碳钢浇铸巴氏合金加工而成。
径向轴承有两种。大功率低转速的压缩机采用椭圆轴承,小功率高转速的压缩机采用倾瓦轴承。
大型机组为了方便起动一般设有高压顶升装置。高压泵短时内产生80MPa的高压,在径向轴承的下部设有高压油池,用来顶起转子,减少起动阻力。起动后,油压降到5~15MPa。
轴流式压缩机在设计工况下工作,当运行条件改变时,其工况点就会离开设计点,而进入非设计工况区域,这时实际的气流流动情况就与设计工况有差别,而且在一定条件下产生了不稳定流动工况。 从目前来看,有这样几种比较典型的不稳定工况:即旋转失速工况、喘振工况及阻塞工况,这三种工况都属于气体动力不稳定工况。
当轴流式压缩机在上述这些不稳定工况下工作时,不仅会大大恶化工作性能,有时还会发生强烈的振动,使机器不能止常工作,甚至产生严重的破坏事故。
1.轴流式压缩机的旋转失速
轴流式压缩机特性曲线静叶最小角度与最小工作角度线之间的区域称旋转失速区,旋转失速又分为渐进失速和突变失速两种类型。当风量小于轴流式主风机的旋转失速线限值时,叶片背面气流产生脱离,机内气流形成脉动流,使叶片产生交变应力而导致疲劳破坏。
为了防止失速,要求操作者熟悉机特性曲线,启动过程中快速通过失速区,操作过程中应按制造厂的规定,使最小静叶角度不低于规定值。
2.轴流式压缩机的喘振
在压缩机与一定容积的管网联合工作时,当压缩机在高压缩比、低流量下运行,一旦压缩机流量小于某一定值,叶片背弧气流严重脱离,直至通道堵塞,气流强烈脉动,并与出口管网的气容、气阻间形成振荡,此时机、网系统气流的参数出现整体大幅波动,即气量、压力随时间火幅度周期性变化;压缩机的功率以及声响均周期性变化。上述变化非常剧烈,使机身强烈振动,乃至机器无法维持正常运行。这种现象称为喘振。
由于喘振是整个机、网系统发生的现象,因此它不但与压缩机内部流动特性有关,且决定于管网特性,其振幅、频率受管网容积的支配。
喘振所造成的后果常常是严重的,它会使压缩机转子与静子元件经受交变应力而断裂,使级间压力失常引起强烈振动,导致密封及推力轴承的损坏,使转子与静子相碰,造成严重事故。特别是高压的轴流式压缩机,发生喘振可能在短时间内即毁坏机器,所以是不允许压缩机在喘振工况下运行的。
从上面的初步分析中得知,喘振的产生首先是由于变工况时压缩机叶栅中气动参数与几何参数不防调,形成旋转失速所造成。但并不是旋转失速都一定导致喘振的发生,后者还与管网系统有关,所以说喘振现象的形成包含着两方面的因素:从内部来说,它取决于轴流式压缩机在一定条件下出现强烈的突变失速;从外部来说,又与管网的容量及特性线有关,前者是内因,后者是外界条件,内因只有在外界条件的配合下才促使喘振发生。
3.轴流式压缩机的阻塞
压缩机的叶片喉部面积是固定的。当流量增大时由于气流轴向速度增大,气流相对速度增大,负冲角(冲角为气流方向与叶片进口安装角之间的夹角)也随之增大。此时,叶栅进口最小截面上平均气流将达到音速,这样通过压缩机的流量就达到一临界值而不再继续增大,这一现象叫阻塞。这种初级叶片的阻塞决定了压缩机的最大流量。当排气压力降低时,压缩机内的气体将因膨胀体积增加而使流速增加,当气流在末级叶栅达到音速时也发生堵塞。由于末级叶片气流受阻,末级叶片前的气压升高,末级叶片后的气压降低,造成末级叶片前后的压差加大,这样末级叶片前后受力不平衡而产生应力,也可能导致叶片损坏。
一台轴流式压缩机当其叶型和叶栅参数确定后,其阻塞特性也就固定了。轴流式压缩机不允许在阻塞线以下区域过久运行。
一般来说,轴流式压缩机的防阻塞控制无需像防喘振控制那样严格,控制动作不要求很快,也不必设脱扣停车点,至于要不要设置防阻塞控制也由压缩机本身的要求决定。一些生产厂家因设计时已考虑到了叶片的加强,可以经受颤振应力的增大,则可不设防阻塞控制。若厂家设计时未考虑阻塞现象出现时叶片强度需增加,则需设有防阻塞自控设施。
轴流式压缩机的防阻塞控制方案如下:在压缩机的出口管路上设一蝶形防阻塞阀,将人口流量和出口压力这两个检测信号同时输入防阻塞调节器。当机出口压力异常下降,机运行工况点落在反阻塞线下面时,调节器的输出信号送进防阻塞阀使该阀关小,因而风压增加,流量减小,工况点进入反阻塞线以上,机摆脱阻塞工况。
声明:本微信公众号平台发文以行业内部学习、交流为目的,所转载内容来源于网络收集,若资源涉及版权,侵犯了您的权益,请直接留言,小编会立刻处理!
您有什么不同的看法,欢迎留言进行交流!
标签:轴流