一、游标卡尺:
1、游标卡尺的构造,主要分为主尺和游标尺、测量爪;利用内测量爪可以测量内径,利用外测量爪可以测量外径,利用深度尺可以测量深度。
2、使用方法:
(1)测量之前应检查游标卡尺的零点读数,看主副尺的零刻度线是否对齐,若没有对齐,须记下零点读数,以便对测量值进行修正。
(2)卡住被测物时,松紧要适当,不要用力过大,注意保护游标卡尺的刀口。
(3)测量圆筒内径时,要调整刀口位置,以便测出的是直径而不是弦长。
(4)游标卡尺的读数:
先读出游标尺零刻度线对应的主尺位置(读出主尺上的整毫米数);再找出游标尺上的第几条刻度线与主尺上某一刻度线对齐,读出相应的读数;两次数值相加得出被测工件的尺寸(以毫米为单位)。
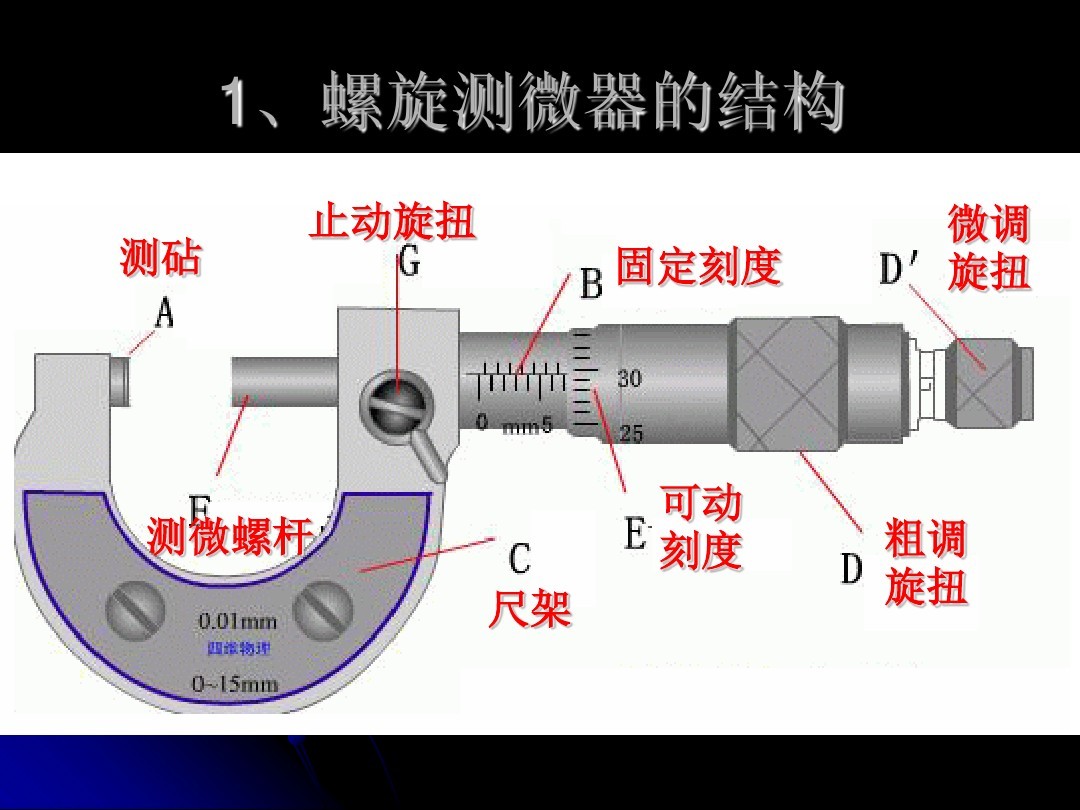
二、螺旋测微器
1、螺旋测微器的构造:螺旋测微器的小砧的固定刻度固定在框架上、旋钮、微调旋钮和可动刻度、测微螺杆连在一起,通过精密螺纹套在固定刻度上。螺旋测微器(又叫千分尺)是比游标卡尺更精密的测量长度的工具,用它测长度可以准确到0.01mm,测量范围为几个厘米。
2、使用方法:
测量时,当小砧和测微螺杆并拢时,可动刻度的零点若恰好与固定刻度的零点重合,旋出测微螺杆,并使小砧和测微螺杆的面正好接触待测长度的两端,那么测微螺杆向右移动的距离就是所测的长度。这个距离的整毫米数由固定刻度上读出,小数部分则由可动刻度读出。
螺旋测微器的读数:
测量值=固定刻度值+固定刻度的中心水平线与可动刻度对齐的位置的读数×0.01mm
扩展资料:
螺旋测微器的使用注意事项:
1、测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。
2、在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。
3、读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。
4、当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。
参考资料:
标签:测微器