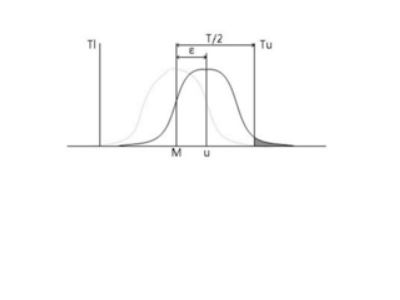
计算公式:CPK= Min[ (USL- Mu)/3σ,(Mu - LSL)/3σ]
过程能力指数(Process capability index)表示过程能力满足技术标准(例如规格、公差)的程度,一般记为CPK。
cpk计算公式应用:
1、当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
2、计算取伏李样数据至少应有20~25组数据,方具有一定代表性。缺游迟
3、计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
4、首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规磨瞎格上限-规格下限;规格中心值=(规格上限+规格下限)/2。
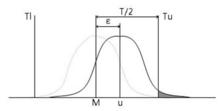
5、依据公式:Ca=(X-U)/(T/2) , 计算出制程准确度:Ca值 (x为所有取样数据的平均值)。
6、依据公式:Cp =T/6σ , 计算出制程精密度:Cp值。
7、依据公式:Cpk=Cp(1-|Ca|) , 计算出制程能力指数:Cpk值。
标签:cpk
版权声明:文章由 知识问问 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.zhshwenwen.com/article/309312.html