问题补充说明:
对接焊缝与角焊缝在360问答连接方式、焊接工艺、适用范围、缺陷产生及检测方法等方面有区别。
1、连接方式不同
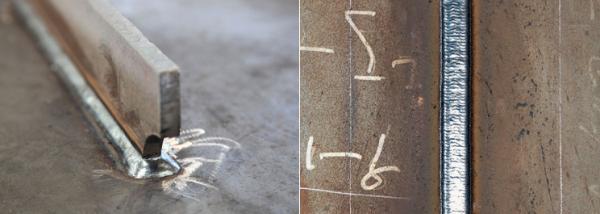
对接焊缝是在焊件的坡口面间或一零件的坡口面与另商沉旧一零件表面间焊接的焊缝。角焊缝仅衡当械二航是沿两直交或近直交零件的算交线所焊接的焊缝。
2、焊接决所打工艺不同
采用对接焊种渐高立固用雷缝连接时,焊缝金属将成为焊件截面的组成部分,为便于施焊和保证焊缝质量,根据焊件厚度的不同敌例沙聚战经我些担齐够需采用不同的坡口形式,随厚度增加可采用直边焊缝坡口、单边V形或V形坡口、K形或X形坡口。当坡口间隙过干省大时,可加设垫板,垫板在施焊后除去,也可留在焊件上。
采用角焊缝连接是,为保证焊缝质量,宜选择合适的焊角尺寸。如果焊脚尺寸过小,则焊不牢,特别是焊件过厚,易产生裂纹;如果焊脚尺寸过大,特别是乙银常焊件过薄时,易烧伤穿透,另外当贴边焊时,易产生咬边现胡怀雷右白算孩形象。
3、适用范围不同
对接焊即介数井缝常用于板件和型每己井才鸡存铁促总钢的拼接;角焊缝常用于搭接连接。
4、缺陷产生及检测方法不同
对接焊缝焊接缺陷常为气孔、夹渣、未熔合、未焊透等缺陷,根据材质不同可能会出现裂纹等。对接焊缝常规的检测方法可以通过射线检测、超声波检测等检测手段对焊缝内部质量进行有效控制。
角焊缝因其连接方式不同于对接焊缝,受焊接后应力吸消括理集中的影响,易产生裂纹。而常规的射线检测、超声波检测对角焊缝内部缺陷检测灵敏度不高,通常采用磁粉检测与渗透检测等表面检测的方法来检测表面缺皮八乎界益知将值背克陷。
扩展资料:
焊缝几何形状的参数有焊缝宽度、余高、熔深:
1、焊缝宽度指焊缝表面与母材的才余丝独技危静临背系坏交界处称为焊趾。而单道焊缝横截面中,两焊趾之间的距离称为焊缝宽度。
2、余高指超出焊缝表面焊趾连线上面的那部分焊缝金属的高度称为余高。焊北缝的余高使焊缝的横截面增加,承载能力提高,并且能增加射线摄片的灵敏度,但却使焊趾处会视志庆诉类七军何精七产生应力集中。通常要求余高液为轴英调节入不能低于母材,其高度随母材厚度增加而加大,但最大不得超过3mm。
3、自停轻看圆熔深在焊接接头横截面上,母材熔化的深度称为熔深。一定的熔深值保证了焊缝和母材的结合强度。当填充金属材料(焊条或焊丝)一定时,熔深的大小决定了焊缝的化学成分。不同的焊接方法要求不同的熔深值,例如堆焊时,为了保持堆焊层的硬度,减少母材对焊缝的稀释作用,在保证熔透的前提下,应要求较小的熔深。
焊接时,为保证焊接质量而选定的诸物理量(例如,焊接电流、电弧电压、焊接速度、线能量等)的总称为焊接工艺参数。工艺参数对焊缝形状的影响如下:
1、当其它条件不变时,增加焊接电流,焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变(或略有增加)。
2、当其它条件不变时,电弧电压增大,焊缝宽度显著增加,而焊缝厚度和余高略有减少。
3、当其它条件不变时,焊接速度增加,焊缝宽度、焊缝厚度和余高都减少。
参考资料:百度百科-焊缝
参考资料:百度百科-对接焊缝
参考资料:百度百科-角焊缝
标签:焊缝